

جڏهن توهان جي ميڪيڪل سسٽم جي ڪارڪردگي ۽ ڊگهي عمر کي وڌائڻ جي ڳالهه اچي ٿي، ته پوءِ زنجير اسپروڪٽس جو انتخاب تمام ضروري آهي. اچو ته مواد، طول و عرض، بناوت ۽ سار سنڀال جي ضروري پهلوئن تي نظر وجهون جيڪي توهان جي آپريشن کي نئين بلندين تائين پهچائيندا.
مواد جي چونڊ: جڏهن توهان جي ميڪيڪل سسٽم کي بهتر بڻائڻ جي ڳالهه اچي ٿي، ته زنجير اسپروڪٽ مواد جو انتخاب انتهائي اهم آهي. توهان کي پڪ ڪرڻ گهرجي ته توهان جي اسپروڪٽس جا ڏند ڪافي رابطي جي ٿڪاوٽ جي طاقت ۽ لباس جي مزاحمت رکن ٿا. اهو ئي سبب آهي ته اعليٰ معيار جو ڪاربن اسٽيل، جهڙوڪ 45 اسٽيل، اڪثر ڪري بهترين انتخاب هوندو آهي. انهن نازڪ ايپليڪيشنن لاءِ، بهتر ڪارڪردگي لاءِ 40Cr يا 35SiMn جهڙن مصري اسٽيل کي اپ گريڊ ڪرڻ تي غور ڪريو.
گھڻا اسپروڪٽ ڏند 40 کان 60 HRC جي مٿاڇري جي سختي حاصل ڪرڻ لاءِ گرمي جي علاج مان گذرندا آهن، انهي کي يقيني بڻائيندا آهن ته اهي آپريشن جي سختين کي برداشت ڪري سگهن ٿا. اهو نوٽ ڪرڻ ضروري آهي ته ننڍا اسپروڪٽ پنهنجن وڏن هم منصبن جي ڀيٽ ۾ وڌيڪ بار بار مشغول ٿين ٿا ۽ وڌيڪ اثرن کي منهن ڏين ٿا. تنهن ڪري، ننڍن اسپروڪٽ لاءِ استعمال ٿيندڙ مواد وڏن لاءِ استعمال ٿيندڙ مواد کان بهتر هجڻ گهرجي.
انهن اسپروڪٽس لاءِ جن کي جھٽڪن جي لوڊ برداشت ڪرڻ جي ضرورت آهي، گهٽ ڪاربن اسٽيل هڪ بهترين آپشن آهي. ٻئي طرف، ڪاسٽ اسٽيل انهن اسپروڪٽس لاءِ مثالي آهي جيڪي پائڻ جو تجربو ڪن ٿا پر سخت اثر واري وائبريشن کي منهن نه ڏين ٿا. جيڪڏهن توهان جي ايپليڪيشن کي اعليٰ طاقت ۽ پائڻ جي مزاحمت جي ضرورت آهي، ته پوءِ الائي اسٽيل وڃڻ جو رستو آهي.
توهان جي زنجير اسپروڪٽس لاءِ صحيح مواد ۾ سيڙپڪاري نه رڳو انهن جي ڊگهي عمر کي وڌائي ٿي پر توهان جي ميڪيڪل سسٽم جي مجموعي ڪارڪردگي کي به وڌائي ٿي. معيار تي سمجهوتو نه ڪريو - عقلمندي سان چونڊيو ۽ پنهنجي ڪارڪردگي کي وڌندي ڏسو!
اهم طول و عرض ۽ ساختي چونڊون
بهترين ڪارڪردگي لاءِ توهان جي اسپروڪٽس جي بنيادي طول و عرض کي سمجهڻ ضروري آهي. اهم طول و عرض ۾ ڏندن جو تعداد، پچ جي دائري جو قطر، ٻاهرين قطر، روٽ جو قطر، پچ جي پوليگون کان مٿي ڏند جي اوچائي، ۽ ڏند جي ويڪر شامل آهن. پچ جو دائرو اهو دائرو آهي جنهن تي زنجير جي پنن جو مرڪز هوندو آهي، جيڪو زنجير جي پچ سان برابر ورهايل هوندو آهي.جيئن هيٺ ڏيکاريل آهي:
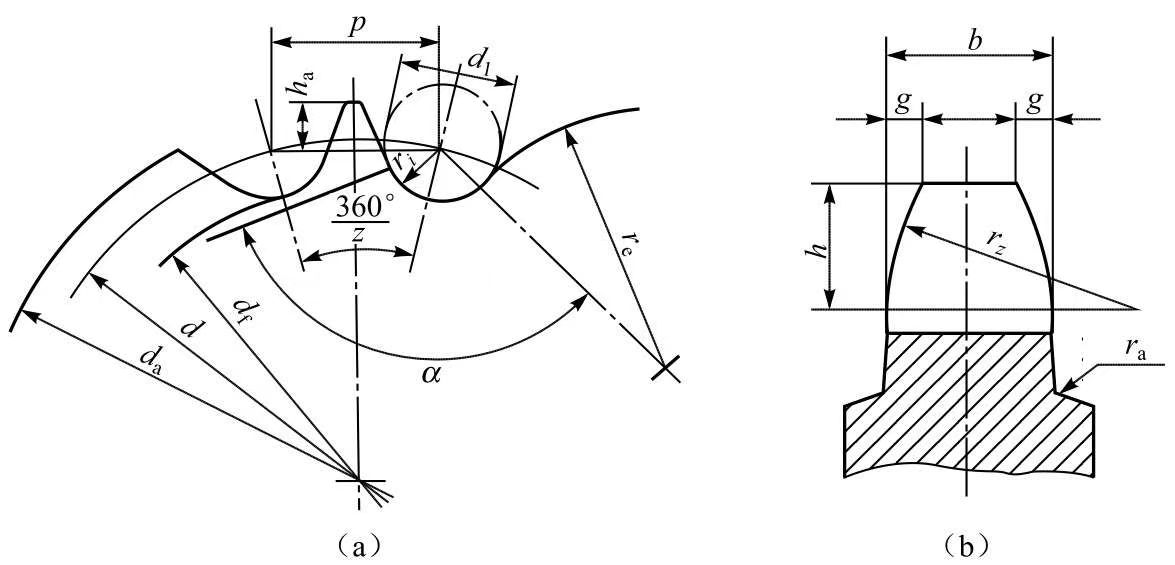
اسپروڪٽ مختلف ساختي شڪلن ۾ اچن ٿا، جن ۾ مضبوط، سوراخ ٿيل، ويلڊ ٿيل، ۽ گڏ ٿيل قسم شامل آهن. سائيز تي منحصر ڪري، توهان مناسب جوڙجڪ چونڊي سگهو ٿا: ننڍا قطر جا اسپروڪٽ مضبوط ٿي سگهن ٿا، وچولي قطر جا اسپروڪٽ اڪثر ڪري سوراخ ٿيل ڊيزائن استعمال ڪندا آهن، ۽ وڏا قطر جا اسپروڪٽ عام طور تي ٽوٿ رنگ ۽ ڪور لاءِ مختلف مواد کي گڏ ڪندا آهن، ويلڊنگ يا بولٽنگ ذريعي ڳنڍيل هوندا آهن. مخصوص مثالن لاءِ، گڊ وِل جي چيڪ ڪريو.اسپروڪٽڪيٽلاگ.
ڏندن جي ڊيزائن: ڪارڪردگي جو دل
هڪ اسپروڪٽ تي ڏندن جو تعداد ٽرانسميشن جي همواريءَ ۽ مجموعي عمر تي خاص طور تي اثر انداز ٿئي ٿو. ڏندن جو مناسب تعداد چونڊڻ تمام ضروري آهي - نه تمام گهڻا ۽ نه تمام گهٽ. ڏندن جو تمام گهڻو تعداد زنجير جي عمر کي گهٽائي سگهي ٿو، جڏهن ته تمام گهٽ اڻ برابري ۽ متحرڪ لوڊ وڌائڻ جو سبب بڻجي سگهي ٿو. انهن مسئلن کي گهٽائڻ لاءِ، اهو مشورو ڏنو ويو آهي ته ننڍن اسپروڪٽ تي ڏندن جي گهٽ ۾ گهٽ تعداد کي محدود ڪيو وڃي، عام طور تي Zmin ≥ 9 تي مقرر ڪيو ويو آهي. ننڍن اسپروڪٽ (Z1) تي ڏندن جو تعداد زنجير جي رفتار جي بنياد تي چونڊيو وڃي ٿو، ۽ پوءِ وڏي اسپروڪٽ (Z2) تي ڏندن جو تعداد ٽرانسميشن تناسب (Z2 = iZ) استعمال ڪندي طئي ڪري سگهجي ٿو. برابر پائڻ لاءِ، اسپروڪٽ ڏند عام طور تي هڪ طاق نمبر هجڻ گهرجن.

بهترين چين ڊرائيو لي آئوٽ
توهان جي چين ڊرائيو جو لي آئوٽ اوترو ئي اهم آهي جيترو اجزاء پاڻ. چين ڊرائيو جو عام لي آئوٽ هيٺ ڏيکاريل آهي.
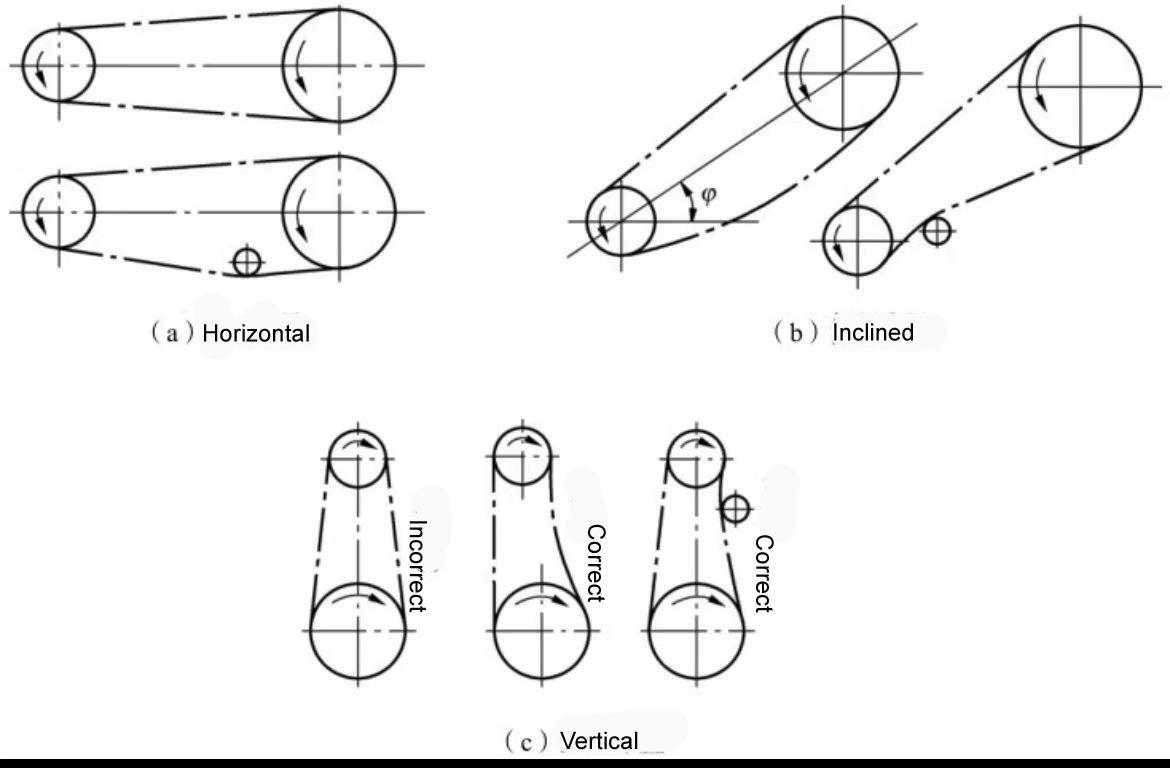
افقي ترتيب: پڪ ڪريو ته ٻنهي اسپروڪٽس جا گردش جا جهاز ساڳئي عمودي جهاز اندر ترتيب ڏنل آهن ۽ انهن جا محور متوازي آهن ته جيئن زنجير جي ٽٽڻ ۽ غير معمولي لباس کي روڪي سگهجي.
مائل لي آئوٽ: ٻن اسپروڪٽس جي مرڪزي لڪيرن ۽ افقي لڪير جي وچ ۾ زاويه کي ممڪن حد تائين ننڍو رکو، مثالي طور تي 45° کان گهٽ، هيٺين اسپروڪٽ جي خراب مصروفيت کان بچڻ لاءِ.
عمودي ترتيب: ٻن اسپروڪٽس جي وچين لڪيرن کي 90° جي زاويه تي رکڻ کان پاسو ڪريو؛ ان جي بدران، مٿين ۽ هيٺين اسپروڪٽس کي ٿورو هڪ پاسي آفسيٽ ڪريو.
زنجير جي پوزيشن: زنجير جي تنگ پاسي کي مٿي ۽ سليڪ پاسي کي هيٺ رکو ته جيئن گهڻي لڏپلاڻ کان بچي سگهجي، جيڪو اسپروڪٽ ڏندن ۾ مداخلت جو سبب بڻجي سگهي ٿو.
بهترين ڪارڪردگي لاءِ ٽينشننگ
زنجير ڊرائيو جي صحيح ٽينشننگ تمام گهڻي لڏپلاڻ کي روڪڻ لاءِ ضروري آهي، جيڪو خراب مصروفيت ۽ وائبريشن جو سبب بڻجي سگهي ٿو. جڏهن ٻن اسپروڪٽس جي محور جي وچ ۾ زاويه 60° کان وڌي وڃي ٿو، ته عام طور تي هڪ ٽينشننگ ڊيوائس استعمال ڪئي ويندي آهي.
ٽينشننگ جا مختلف طريقا آهن، جن مان سڀ کان عام آهي سينٽر جي فاصلي کي ترتيب ڏيڻ ۽ ٽينشننگ ڊوائيسز استعمال ڪرڻ. جيڪڏهن سينٽر جي فاصلي کي ترتيب ڏيڻ لائق آهي، ته توهان ان کي گهربل ٽينشن حاصل ڪرڻ لاءِ تبديل ڪري سگهو ٿا. جيڪڏهن نه، ته ٽينشن کي ترتيب ڏيڻ لاءِ هڪ ٽينشننگ ويل شامل ڪري سگهجي ٿو. هن ويل کي ننڍي اسپروڪٽ جي سليڪ پاسي جي ويجهو رکڻ گهرجي، ۽ ان جو قطر ننڍي اسپروڪٽ جي برابر هجڻ گهرجي.
لوبريڪيشن جي اهميت
چين ڊرائيو جي بهترين ڪارڪردگي لاءِ لوبريڪيشن ضروري آهي، خاص طور تي تيز رفتار ۽ ڳري لوڊ ايپليڪيشنن ۾. مناسب لوبريڪيشن خاص طور تي لباس کي گهٽائي ٿي، اثرن کي گهٽائي ٿي، لوڊ گنجائش وڌائي ٿي، ۽ چين جي عمر وڌائي ٿي. تنهن ڪري، موثر آپريشن کي يقيني بڻائڻ لاءِ مناسب لوبريڪيشن طريقو ۽ لوبريڪنٽ جو قسم چونڊڻ تمام ضروري آهي.
لوبريڪيشن جا طريقا:
باقاعده دستي لوبريڪيشن: هن طريقي ۾ زنجير جي سليڪ پاسي تي اندروني ۽ ٻاهرين لنڪ پليٽن جي وچ ۾ خالن تي تيل لڳائڻ لاءِ آئل ڪين يا برش استعمال ڪرڻ شامل آهي. اهو ڪم هر شفٽ ۾ هڪ ڀيرو ڪرڻ جي سفارش ڪئي وئي آهي. هي طريقو غير نازڪ ڊرائيوز لاءِ موزون آهي جن جي زنجير جي رفتار v ≤ 4 m/s آهي.
ڊريپ آئل فيڊ لوبريڪيشن: هن سسٽم ۾ هڪ سادي ٻاهرين ڪيسنگ آهي، جتي تيل کي آئل ڪپ ۽ پائپ ذريعي سليڪ سائڊ تي اندروني ۽ ٻاهرين لنڪ پليٽن جي وچ ۾ خالن ۾ ٽپو ڏنو ويندو آهي. سنگل-رو زنجيرن لاءِ، تيل جي فراهمي جي شرح عام طور تي 5-20 قطرا في منٽ هوندي آهي، جنهن جي وڌ ۾ وڌ قيمت وڌيڪ رفتار تي استعمال ٿيندي آهي. هي طريقو v ≤ 10 m/s جي زنجير جي رفتار سان ڊرائيوز لاءِ مناسب آهي.
تيل غسل جي لوبريڪيشن: هن طريقي ۾، هڪ غير ليڪ ٿيندڙ ٻاهرين ڪيسنگ زنجير کي سيل ٿيل تيل جي ذخيري مان گذرڻ جي اجازت ڏئي ٿي. زنجير کي تمام گهڻي کوٽائي ۾ ٻڏڻ کان بچڻ لاءِ احتياط ڪرڻ گهرجي، ڇاڪاڻ ته گهڻي مقدار ۾ ٻڏڻ سان حرڪت جي ڪري تيل جو وڏو نقصان ٿي سگهي ٿو ۽ تيل وڌيڪ گرم ۽ خراب ٿي سگهي ٿو. عام طور تي 6-12 ملي ميٽر جي وسرڻ جي کوٽائي جي سفارش ڪئي ويندي آهي، جيڪا هن طريقي کي v = 6-12 m/s جي زنجير جي رفتار سان ڊرائيوز لاءِ موزون بڻائي ٿي.
اسپليش آئل فيڊ لوبريڪيشن: هي ٽيڪنڪ هڪ سيل ٿيل ڪنٽينر استعمال ڪري ٿي جتي اسپليش پليٽ ذريعي تيل کي مٿي ڇڪيو ويندو آهي. پوءِ تيل کي ڪيسنگ تي آئل ڪليڪشن ڊيوائس ذريعي زنجير ڏانهن هدايت ڪئي ويندي آهي. اسپليش پليٽ جي وسرجن جي کوٽائي 12-15 ملي ميٽر تي برقرار رکڻ گهرجي، ۽ اسپليش پليٽ جي رفتار 3 ميٽر/سيڪنڊ کان وڌيڪ هجڻ گهرجي ته جيئن اثرائتي لوبريڪيشن کي يقيني بڻائي سگهجي.
پريشر لوبريڪيشن: هن جديد طريقي ۾، تيل کي تيل پمپ استعمال ڪندي زنجير تي اسپري ڪيو ويندو آهي، نوزل کي حڪمت عملي طور تي ان نقطي تي رکيو ويندو آهي جتي زنجير ڳنڍيل آهي. گردش ڪندڙ تيل نه رڳو چکڻ وارو ڪم ڪندو آهي پر ٿڌو اثر پڻ فراهم ڪندو آهي. هر نوزل لاءِ تيل جي فراهمي کي لاڳاپيل دستورالعملن سان صلاح ڪندي زنجير جي پچ ۽ رفتار جي بنياد تي طئي ڪري سگهجي ٿو، هن طريقي کي v ≥ 8 m/s جي زنجير جي رفتار سان هاءِ پاور ڊرائيوز لاءِ موزون بڻائي ٿو.
توهان جي مشيني نظام ۾ بهترين ڪارڪردگي ۽ ڪارڪردگي حاصل ڪرڻ لاءِ، زنجير اسپروڪٽ جي چونڊ ۽ سار سنڀال جي اهم پهلوئن کي سمجهڻ ضروري آهي. پنهنجي مشينري جي ڪاميابي کي موقعي تي نه ڇڏيو - باخبر فيصلا ڪريو جيڪي مستقل نتيجا ڏين!
صحيح مواد، طول و عرض، ۽ سار سنڀال جي حڪمت عملين کي چونڊڻ توهان جي آپريشن کي آساني سان ۽ ڪارآمد طريقي سان هلائڻ کي يقيني بڻائڻ لاءِ اهم آهي. انهن عنصرن کي ترجيح ڏيڻ سان، توهان پنهنجي سامان جي ڊگهي عمر ۽ اعتبار کي وڌائي سگهو ٿا.
جيڪڏهن توهان وٽ اسپروڪٽس بابت ڪو سوال آهي يا ماهر رهنمائي جي ضرورت آهي، مهرباني ڪري اسان سان رابطو ڪرڻ ۾ سنکوچ نه ڪريوexport@cd-goodwill.com. اسان جي وقف ٽيم توهان جي سڀني اسپرڪوٽ ضرورتن ۾ مدد ڪرڻ لاءِ هتي آهي!
پوسٽ جو وقت: نومبر-21-2024



